
很多客户第一次用 BN(六方氮化硼)坩埚时,预期是“好脱模、不粘料”。
但实际使用中,经常遇到:内壁挂料、形成薄膜、局部硬壳,甚至倒不出来。
这类“粘料”通常不是单一原因。工程上更常见的是三类问题叠加:
1)润湿(熔体铺开)
2)界面反应(生成反应层把你“咬住”)
3)表面状态变化(氧化/污染/粗糙化导致更挂壁)
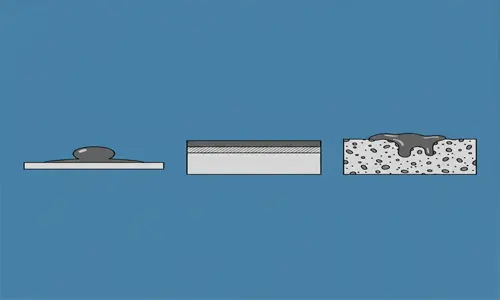
一、先把“粘料现象”分清楚

1)润湿型:像一层“金属膜/盐膜”铺在内壁
- 现象:薄薄一层,覆盖面积大。
- 特点:冷却后很牢,像“贴”在内壁。
2)反应粘结型:局部出现“硬壳/结壳”,越热越严重
- 现象:往往集中在热点、料接触最久的位置。
- 特点:不是“挂住”,更像“焊住”。
3)表面状态型:新坩埚不粘,旧坩埚开始粘
- 现象:内壁发灰、发暗,甚至有一点“釉面感”。
- 特点:同样工艺下,使用次数越多越容易挂料。
二、BN 坩埚内部“残留物”一般是什么
客户看到的“残留”,常见分 4 类。不同体系外观不一样,但逻辑一致。
1)原料本体残留(没完全融化/没倒干净)
- 金属颗粒/金属块(例如铝/镁/锌/锡等体系)
- 盐类晶体/粉末(熔盐体系冷却后结晶)
- 氧化物粉体/玻璃料碎屑(高温反应或盛放实验常见)
这类残留通常颜色接近原料,刮下来像碎屑。
2)氧化皮/浮渣(气氛或原料杂质带来的“渣”)
- 金属熔炼常见:氧化皮、灰白/灰黑浮渣、泡沫渣
- 熔盐体系常见:盐渣薄层、灰白结晶层、玻璃态盐渣
这类残留不一定“特别牢”,但会污染下一炉。
3)界面反应层(最容易“粘死”的那层)
在高温、长保温或局部过热条件下,熔体/蒸汽可能与内壁发生反应,形成一层硬壳或薄膜。
它常出现在热点或接触最久的位置。
这层东西往往最牢、最难清,也是客户真正痛苦的原因。
这块你文章里不需要写死某一种化学式。不同客户体系差异很大。
你写“可能形成反应层/反应壳”反而更工程、更不容易被反驳。
4)BN 表面变化产物(空气/含氧环境高温更明显)
如果在空气或含氧/含水气氛下长时间高温使用,BN 的表面状态会改变,出现更易挂料的情况。
典型特征就是:内壁发暗、发灰,或有轻微“釉面感”。
三、为什么会粘料:最常见的 8 个根因
你可以把这段当成“排查清单”。
1)气氛不干净:含氧、含水、漏气 → 表面状态改变,挂料概率上升。
2)局部过热:热源直冲某一点、温度梯度大 → 反应和润湿被放大。
3)保温时间过长:很多粘结不是瞬间发生,是“时间越久越明显”。
4)合金/添加剂更活泼:某些合金元素会显著改变润湿或反应倾向。
5)装料方式不合理:粉体贴壁、料位太高、溢流再烧回去 → 内壁被“二次烧结”。
6)残留没清干净:上一炉残渣变成下一炉的“粘结媒介”。
7)内壁粗糙或开放孔挂料:表面越粗糙、越容易形成机械咬合。
8)选错 BN 等级/类型:不同致密度、不同结合体系,表现差别很大。
四、解决方法:先止损,再把寿命做长
A)先做 3 个“马上见效”的动作
1)把气氛管住
- 能真空/惰性气体就别在空气里硬顶。
- 工况里如果含氧水汽高,先解决密封、抽气、干燥这类基础问题。
2)压住局部过热
- 避免热源直冲坩埚壁某一点。
- 尽量让热场更均匀,热点位置往“料”上走,不要往“坩埚壁”上走。
3)固定清洁节奏
- 使用后趁温热做基础清理。
- 不要等完全冷却后硬抠(容易把内壁弄粗糙,越用越粘)。
B)再做 4 个“长期降低粘结概率”的动作
4)需要时加隔离层/脱模层
- 目的很直接:把“界面反应”这条路堵住。
- 特别是活泼合金、长保温、局部过热明显的工况。
5)优化装料与料位
- 粉体尽量别贴壁装。
- 料位别靠近坩埚口,防止溢流回烧。
6)结构细节别省
- 内角倒角、过渡圆角能减少应力集中,也减少挂料死角。
- 料接触区域可以考虑更适合的几何过渡。
7)材料等级要匹配工况
- 高纯、低污染、真空工况,对 BN 的致密度与杂质控制更敏感。
- 如果你的核心诉求是“极低污染/更稳定”,有些场景会直接建议 PBN,但成本与交付方式不同。
五、导热/导电与“粘料”的关系
- 导热:导热更好,通常意味着热点更少、温差更小。它对粘料的影响是间接的(减少局部过热引发的润湿增强或反应加速)。
- 导电:标准 BN 通常是电绝缘材料。“导电 BN”多用于满足特定电学工况需求。是否选用要看电学目标,同时要评估它对污染、界面反应和稳定性的影响。
- 一句话结论:导热/导电并不等同“抗粘”。抗粘更依赖气氛、温度、时间、熔体成分与使用方式。
六、什么时候 BN 坩埚更合适?什么时候要换思路?
这段写给客户看,能减少无效沟通。
BN 更常见的使用方向:
- 有色金属与合金的小试/熔炼(看体系与工况)
- 熔盐/盐类体系实验
- 需要电绝缘、耐高温、较低污染风险的容器场景
建议你在这些情况先做验证或沟通工况:
- 合金成分复杂、添加剂多
- 温度高、保温时间长
- 热源强、局部过热明显
- 对污染极敏感(薄膜、发射、超高真空相关)
1)为什么新坩埚不粘,用几次开始粘?
多半是内壁表面状态变了:氧化、污染或粗糙化。也可能是残留没清干净导致二次烧结。
2)粘料是不是材料质量不好?
不一定。很多是工况(气氛、热点、保温)导致的。先按“润湿/反应/表面状态”分类排查。
3)残留是金属本体还是反应壳?怎么判断?
本体残留更像碎屑;反应壳更像硬膜/硬壳,且集中在热点或接触区。
4)清理能不能用硬刮?
不建议。硬刮容易把表面变粗糙,之后更容易挂料。
5)加盖有没有用?
很多体系有用。可以减少飞溅、挥发再沉积,也能稳定气氛。
6)想把粘料概率降到最低,需要你们提供什么信息?
温度、保温时间、气氛、熔融材料/合金成分、加热方式、坩埚尺寸与料位。
如果你遇到 BN 坩埚粘料,建议先把它归类为:润湿型、反应粘结型或表面状态型。
再按上面的清单排查气氛、热点、时间与装料方式。
大多数问题都能在这几步里找到答案。
需要我们更快给出建议的话,把下面 5 个信息发过来就行:
1)熔融材料/合金成分;2)最高温度与保温时间;3)气氛(空气/氩气/真空)与是否漏气;4)加热方式;5)坩埚尺寸与料位/是否加盖。
我们可以按工况给出材料等级与结构建议,尽量降低粘结与污染风险。
联系方式:
电话:18602175437(微信同号)
邮箱:telice@teliceramic.com
地址:厦门湖里区五缘东二里3号901