PBN坩埚开裂原因排查与寿命提升指南
在真空蒸发、MBE(分子束外延)、电子束蒸发等高温真空工艺中,PBN(热解氮化硼)坩埚因纯度高、放气低、耐高温、抗热震表现极佳,被广泛用作蒸发源的关键耗材。但在实际使用中,工程师最常遇到的棘手问题就是:PBN坩埚开裂(出现微裂纹甚至贯穿破裂),直接导致材料泄漏、污染腔体或被迫停机。
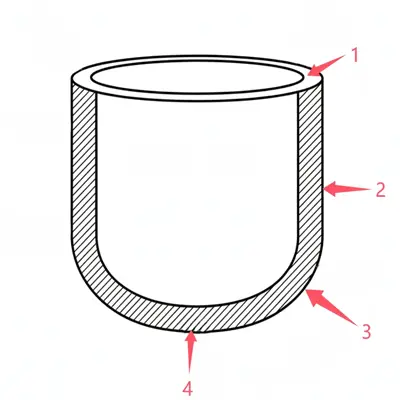
- 1:口沿 / 上口边(Rim / upper edge)
- 2:侧壁中段(Side wall mid section)
- 3:底角圆弧过渡(Bottom corner fillet)
- 4:底部中心(Bottom center)
先给结论:开裂最常见的根因是什么?
一句话总结:热应力(温差/温度梯度) + 结构应力集中 + 装夹受力 发生叠加,最终超过了坩埚材料可承受的物理上限。
实际排查时,最有效的顺序是:
先看裂纹位置(图1编号) → 再对照工况(升温/冷却/气流/停机次数) → 最后检查结构设计与装夹细节。
第一类原因:热冲击与温度梯度过大(常见位置:1 / 2 / 3)
PBN 抗热震能力确实不错,但最怕“温差来得太快、冷热不均”。常见的触发点包括:
- 升温过快,尤其在室温到中温段冲得太猛。
- 工艺结束后骤冷、冷气直吹、或局部冷却导致温差突变。
- 热场不均:一侧更热、另一侧更冷(存在巨大的温度梯度)。
- 频繁启停(热循环次数过多),导致微裂纹产生并逐步扩展。
建议动作(优先级从高到低):
1)放慢升温曲线,给足均热时间。
2)避免强制骤冷,尽量让其自然冷却或缓慢均匀通冷。
3)检查热源/反射屏/挡板,减少单侧热点。
4)减少高温至低温的反复循环次数(热疲劳会累积)。
第二类原因:结构应力集中(常见位置:1 / 3 / 4)
很多裂纹并不是“整面爆裂”,而是从结构薄弱点开始起裂的:圆角、口沿、厚度突变处最为典型。常见结构诱因:
- 底角圆角太小(R太小) → 导致应力集中,常见于位置 3。
- 壁厚突变(突然变薄或变厚) → 常见于过渡处 3/4。
- 口沿结构尖薄或几何形状不顺滑 → 常见于位置 1。
- 底部与侧壁连接的过渡不顺畅 → 常见于位置 3/4。
建议动作:
1)关键过渡处必须加大圆角、让几何形状更顺滑。
2)壁厚变化尽量采用“渐变”设计,绝对避免断崖式突变。
3)口沿反复开裂(1)时,重点检查:口沿尺寸、口沿刚性以及受热与受力方式。
4)如果您能提供:裂纹照片 + 尺寸图(标出圆角/壁厚),我们的优化评估会更快、更准确。
第三类原因:装夹受力不均(常见位置:2 / 3 / 4)
PBN 坩埚非常怕被“夹死”之后再经历热胀冷缩。常见情况:
- 卡得太紧,热膨胀被刚性限制 → 产生巨大的附加机械应力。
- 支撑点偏心或受力不均 → 温度应力叠加机械应力。
- 接触面不平、点接触压力过大 → 微裂纹率先出现,并在后续工况中扩展。
建议动作:
1)装夹原则:稳固支撑 + 受力对称 + 预留热膨胀余量。
2)避免硬性夹死边缘,尽量减少点接触。
3)支撑点尽量对称、接触面要更大更平整。
4)若裂纹总是固定从某一侧开始,优先怀疑:受力偏心或装夹过紧。
第四类原因:局部过热(常见位置:2 / 3 / 4)
即便整体工艺温度不算高,只要出现局部热点,温度梯度就会急剧放大。常见触发点:
- 坩埚偏离热区中心,导致一侧明显更热。
- 反射屏或挡板改变了热辐射方向,造成热点偏移。
- 装料不均(偏一侧、厚薄不一),导致吸热与散热出现差异。
- 蒸发过程中材料形态发生变化(结壳/空洞),让导热路径突变。
建议动作:
1)校准位置,让坩埚尽量处在热场正中心,左右受热一致。
2)检查反射屏/挡板是否造成热量偏向某一侧。
3)装料时尽量均匀铺开,绝对避免偏载。
4)在关键阶段增加“均热停留段”,强行降低温差。
第五类原因:污染、残留与不当清洁(常见位置:1 / 4)
污染与残留物会造成局部导热异常,或者在热循环中产生膨胀系数差,诱发裂纹扩展。
建议动作:
1)使用前避免手直接接触工作面(防油污/汗渍)。
2)存放在干燥环境中,必要时进行低温烘烤去湿。
3)工艺结束后及时清理残留结壳,避免下次升温出现局部过热。
4)避免使用硬物刮擦与冲击清洁(极易率先产生肉眼不可见的微裂纹)。
综合排障表:快速确认裂纹编号与动作
请对照图1的裂纹位置,按照以下清单逐一排查:
- 位置 1:回看升温曲线(室温至中温段是否过快)。
- 位置 2:回看冷却方式(是否存在骤冷/冷气直吹/局部冷却)。
- 位置 3:检查热场是否偏移(热源/反射屏/挡板/位置是否偏心)。
- 位置 4:检查装料是否偏载(是否一侧厚、一侧薄)。
- 位置 5:检查装夹与支撑(是否卡太紧、是否偏心受力)。
- 位置 6:检查结构薄弱点(底角圆角、壁厚突变、口沿几何设计)。
- 位置 7:检查污染与残留(材料结壳、油污、湿气)。
PBN 坩埚寿命提升的本质是:让热应力更小、更均匀,让机械应力更可控。可执行的四句口诀:温度变化要温和、结构过渡要顺滑、装夹留余要对称、热场均匀无热点。如果您需要更快定位原因,欢迎提供:裂纹照片(多角度)+ 坩埚尺寸图 + 升温曲线 + 装夹方式,我们将为您提供针对性的优化评估。
技术沟通:张工 | 电话/微信:+86-18602175437
邮箱:telice@teliceramic.com
地址:厦门市湖里区五缘东二里3号901
